
X-Y轴往复机喷涂

产品说明
往复机喷涂
找目前行业成功案例最多的往复机喷涂,是你最好的选择萬達機械无尘车间流水线设备有限公司成立於1972,至創立建廠(臺北縣新荘市)已有30多年歷史,專業生產工業自動化設備,鑒於國內市場的需求不斷擴大及爲了更好的服務於現有客戶,公司於1992年在中國深圳南山區建立廠房。2002年,公司擴大規模,在東莞樟木頭建立分公司。隨著市場經濟竟爭的日益加劇,對産品的綜合竟爭力提出更高的要求,我們深知:只有提供品質卓越的産品,提供更完善的服務,才能贏得市場,唯有勵精圖治,才能面對更大的機遇和挑戰。
萬達機械設備有限公司是一家集研究、設計、開發、製造、安裝及售後服務保養、培訓爲一體的大型企業,擁有齊全的技術方案、設計專才、擁用營造各方面的技術工程實力。公司專業生產經營:塑膠無塵塗裝生產線、機械人塗裝、五金粉體塗裝線、五金液體塗裝線、Disk靜電塗裝線、無塵金屬塗裝線、前處理設備、UV固化爐設備、3-5軸往復機噴塗、恒溫恒濕系統、淨化車間、千級無塵室、淨化供風系統、烘爐系列、廢氣廢水處理設備、絲印輸送設備、插件生產線設備、形式不同的各款皮帶輸送線,滾筒輸送線、裝配生產線、全電腦熱風回流焊、波峰焊等。
公司經營宗旨:“科技創新、品質領先、用戶至上、誠實守信”我們將以品質優良的産品,優質快捷的售後服務,熱情周到的爲廣大客戶服務。
经营范围:无尘车间,流水线,五金喷涂线,塑胶自动喷涂线,手动喷涂线,机器人喷涂线,3-5往复机,组装线,烤箱,丝印线等机械设备。
自动化喷涂设备
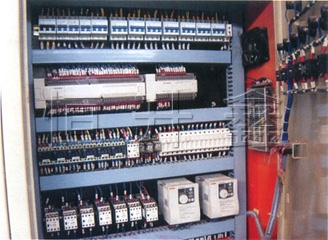
自动化喷涂设备自动喷涂机采用可编程逻辑控制器(PLC)、伺服控制器、可编程人机界面(触摸屏)等先进控制组件,是高效、自动化的喷涂机械设备。
特点:
1.操控面板采用人机界面(触摸屏),操作、设定参数简单直观,可储存记忆多种型号产品的参数供直接调出使用。
2.主控制器采用可编程控制器(PLC)。
3.喷枪机械手采用伺服电机驱动,进口丝杆、直线模块驱动,提高喷涂速度和喷涂精度。
4.机械手丝杆、滑台采用进口品牌,最高速度可达1000m/s。
5.喷涂机内部采用新型水濂油气过滤设计。
6.抽风系统采用底部抽风,顶部净化过滤吹风,避免喷漆油墨飞溅;排风经处理排出,减少对外界的污染。
7.喷枪采用进口自动喷枪,两把对称安装,可自动旋转。
8.供油系统采用双隔膜泵和搅拌机等,可自动搅拌油墨及设定输油流量。 适应:塑胶、五金、皮具、木器、玻璃、镁合金等产品(如电脑、电视、笔记本、显视器、LCD面板、相机、手机等外壳,针对工件凹凸表面之涂装更佳适合)。
项目名称:往复机喷涂
项目专谈:
往复机喷涂热喷涂技术相关描述
多轴电脑何服控制;自由设定及预载多个程序;体积小,移动方便,换式容易,多喷枪设计,速度快,品质高。台链式输送加水平往复机加自动喷涂系统是笔记本电脑等平面工件喷涂的一种实用性选择,只要事先输入往复喷涂的次数、输送速度和适当的喷涂条件即可进行喷涂。多角度设定,多轴旋转喷涂,漆膜均匀、色彩稳定。
一种用于喷漆的往复式自动涂装机,包括一个机架、一个传动机构、一个往复式驱动组、一个滑移组及一个转向机构,机架内设有一支心轴及两支滑杆,该心轴受该传动机构驱动而产生旋转,该往复式驱动组的驱动块籍由该心轴转动而产生位移,并在滑移组顺畅地滑移,该转向机构使该驱动块变换方向,本实用新型具有行程速度稳定、涂膜均匀及使用寿命长的特性。
往复机喷涂 东莞往复机
热喷涂技术是材料科学领域内表面工程学的重要组成部分,它是一种表面强化和表面改性的技术,通过在金属基体表面喷涂一层涂层使金属具有耐磨、耐蚀、耐高温氧化、电绝缘、隔热、防辐射、减磨和密封等性能。热喷涂技术主要用于高温、耐磨、耐腐蚀等部件的预保护、功能涂层的制备及对失效部件的修复等。热喷涂工艺方法中应用较广泛的有火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂和超音速喷涂技术。火焰喷涂是通过火焰喷枪实现的,喷枪通过气阀分别引入乙炔、氧气或压缩空气,乙炔和氧气混合后在喷嘴出口处产生燃烧火焰,引入的粉状或棒状涂材在火焰中被加热熔化后,在焰流的作用下形成雾状小液滴被喷射到基体表面形成涂层。电弧喷涂所用的两根线状材料涂层材料由送丝轮自动导入,当在两线状材料之间通过大电流时将产生电弧,线状材料在电弧的高温作用下迅速熔化,并由压缩空气作用成小液滴被喷射到基体表面形成涂层。等离子喷涂适用于粉状涂层材料,等离子喷枪将电能转化为热能,产生高温高速的等离子焰流,其等离子焰流温度可高达50000℃,能熔化所有的喷涂材料。爆炸喷涂是利用可燃性气体与氧气混合物点火爆炸提供的能量,将粉体喷射到基体表面而形成涂层。超音速火焰喷涂方法因具有很高的粒子撞击速度,使得涂层结合强度、硬度、致密性、耐磨性都得到了改善。
一、以涂层性能为出发点的选择原则
1)喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等。
2)喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低。
3)涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰(HVOF)喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。如果喷涂易氧化的金属或金属陶瓷,则必须选用可控气氛或低压等离子喷涂工艺,如 Ti、B4C等涂层。
二、以喷涂材料类型为出发点的选择原则
1)喷涂金属或合金材料,可优先选择电弧喷涂工艺。
2)喷涂陶瓷材料,特别是氧化物陶瓷材料或熔点超过3000℃的碳化物、氮氧化物陶瓷材料时,应选择等离子喷涂工艺。
3)喷涂氧化物涂层,特别是WC-Co、Cr3C2-NiCr类氮化物涂层,可选用高速火焰喷涂工艺,涂层可获得良好的综合性能。
4)喷涂生物涂层时,宜选用可控气氛或低压等离子喷涂工艺。
三、以涂层经济行为出发点的选择原则在喷涂原料成本差别不大的条件下,在所有热喷涂工艺中,电弧喷涂的相对工艺成本最低,且该工艺具有喷涂效率高、涂层与基体饥结合强度较高、适合现场施工等特点,应尽可能选用电弧喷涂工艺。
四、以现场施工为出发点的选择原则以现场施工为出发点进行工艺选择时,应首选电弧喷涂,其次是火焰喷涂,便捷式HVOF及小功率等离子喷涂设备也可在现场进行喷涂施工。目前,还有人将等离子喷涂设备安装在可以移动的机动车上,形成可移动的喷涂车间,从而完成远距离现场喷涂作业。
技术参数
|
品名 |
参数 |
|
外形尺寸 |
L(自定)×W1200(或自定)×H1900mm |
|
主架材质 |
铁材、铝材、不锈钢(常规铁材) |
|
工作台板 |
面贴白色防火板或绿色防静电胶皮 |
|
工作台板尺寸 |
W1200mm(或自定) |
|
照明 |
T5节能灯或普通灯 |
|
适用范围 |
线路板加工行(电子、五金、塑胶、玩具厂) |
产品展示
 |
 |
 |
| 涂装自动控制柜 | 手机外壳喷涂线 | 全自动手机外壳喷涂线 |
 |
 |
 |
| 往复机喷涂线 | 手机外壳喷涂机器人 | 机械手喷涂线 |